 сделать главной
сделать главной добавить в закладки
добавить в закладки
Свет побеждает сталь: Как лазерная резка меняет ландшафт современного производства
В мире, где скорость и точность стали главной валютой промышленности, лазерная резка металла заняла трон, некогда принадлежавший плазме, гильотинам и гидроабразивным станкам. То, что полвека назад казалось научной фантастикой (использование концентрированного света для кроя стали), сегодня является стандартом для производства всего — от микроскопических деталей для медицинских приборов до массивных элементов кузова автомобиля и ажурных архитектурных фасадов. Сегодня на рынке представлено множество решений и оборудования, подробный обзор которых можно найти на специализированных ресурсах, например, на сайте https://r-laser.ru/, где собрана актуальная информация о современных станках и технологических возможностях.
От идеи Эйнштейна до промышленного гиганта
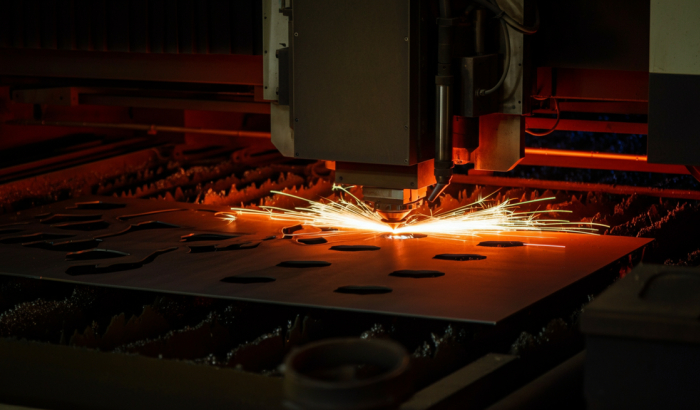
Путь лазера в промышленность был долгим, но триумфальным. От теоретического обоснования Альбертом Эйнштейном в 1916 году до создания первого работающего лазера Теодором Майманом в 1960-м прошло почти полвека. Однако настоящий прорыв в металлообработке произошел с появлением надежных и мощных источников излучения. Сегодня процесс резки выглядит следующим образом: сгенерированный источником (твердотельным или газовым) луч фокусируется оптической системой в пятно диаметром в доли миллиметра. В точке контакта температура может достигать фантастических 12 000 °C — выше, чем на поверхности Солнца . Металл плавится, сгорает или испаряется, а высоконапорная струя вспомогательного газа (азота, кислорода или просто воздуха) мгновенно удаляет продукты распада из зоны реза .
Три кита эффективности: скорость, точность, экономия
Почему же производители по всему миру массово отказываются от традиционных методов в пользу лазера?
-
Точность (Precision). Лазер обеспечивает непревзойденную точность — допуски до ±0,1 мм и менее . Это означает идеальное совпадение деталей при сборке, минимизацию зазоров и отказ от трудоемкой слесарной доработки. Лазерный рез абсолютно перпендикулярен поверхности, в то время как плазма неизбежно дает конусность, особенно заметную на толстом металле .
-
Скорость (Speed). Современные волоконные лазеры мощностью 6–10 кВт «летят» по листу нержавейки толщиной 1–2 мм со скоростью до 40–50 метров в минуту . Это в разы быстрее плазмы или механической резки, особенно при работе с тонкими материалами. Высокая скорость в сочетании с автоматизацией загрузки/выгрузки позволяет одному станку заменить целый участок механической обработки .
-
Экономичность (Economy). Хотя стоимость лазерного комплекса может быть значительной (от десятков до сотен тысяч долларов), вложения окупаются кардинальным снижением себестоимости продукции . Это достигается за счет трех факторов:
-
Эффективность использования материала: Системы ЧПУ с современным ПО позволяют выполнить плотнейший раскрой листа (nesting), сокращая количество отходов на 15–25% .
-
Снижение трудозатрат: Один станок с ЧПУ заменяет нескольких рабочих. Процесс автоматизирован: загрузил чертеж — получил готовую деталь.
-
Энергоэффективность: Современные волоконные лазеры потребляют до 50% меньше энергии по сравнению со старыми CO2-установками .
-
Волокно правит бал: типы лазерных установок
На рынке металлообработки сегодня доминируют волоконные лазеры. Они пришли на смену CO2-лазерам благодаря более высокому КПД, компактности и способности эффективно резать металлы, включая такие сложные, как медь и латунь, которые отличаются высокой отражающей способностью .
-
Волоконные лазеры: Идеальны для резки черных и цветных металлов. Рабочая длина волны (1,06 мкм) лучше поглощается поверхностью металла, что обеспечивает высокую производительность в широком диапазоне толщин — от фольги (0,1 мм) до толстого листа (30–40 мм) .
-
CO2-лазеры: Постепенно уступают позиции в секторе резки металла, но остаются незаменимыми для обработки неметаллов: дерева, акрила, стекла, пластиков и тканей.
-
Гибридные технологии: Последнее слово техники — гибридная резка, совмещающая лазер и газовое поддувание в одной головке. Это позволяет пробивать металл толщиной до 150–160 мм на оборудовании мощностью всего 20 кВт, что раньше было доступно только лазерам в 60 кВт .
Где применяется лазерная резка сегодня?
Спектр применения технологии охватывает практически все отрасли промышленности. Лазером режут корпуса аккумуляторных батарей для электромобилей, где критически важна чистота кромки для последующей сварки . В аэрокосмической отрасли он позволяет изготавливать сложные детали из жаропрочных сплавов и титана . В архитектуре и дизайне лазерная резка позволяет создавать кружевные металлические конструкции, которые невозможно получить литьем или штамповкой.
Даже в традиционном машиностроении лазер вытесняет механические ножницы и плазму при прямом раскрое листа, обеспечивая не только скорость, но и готовность детали к гибке или сварке без дополнительной обработки кромок . Возможность снятия фасок прямо на лазерном станке открывает путь к прямой передаче детали в роботизированную сварку, что полностью исключает "человеческий фактор" и промежуточные операции .
Лазерная резка металла перестала быть просто одним из способов раскроя. Сегодня это комплексная технология, определяющая конкурентоспособность производства. Инвестиции в современное лазерное оборудование с ЧПУ и системами автоматизации — это инвестиции в будущее предприятия, позволяющие кратно снизить себестоимость продукции, повысить ее качество и открыть новые горизонты для инженерной мысли . Свет действительно победил сталь, превратив сложный технологический процесс в точное, быстрое и экономически выгодное искусство.